
在前面一系列VSM文章中,我們有闡述過在生產過程中能夠流動的地方要發展連續流。將各制程、制程內的各工站進行連接,生產連續,產品一個個流動,在制程間、工站間不會有停滯,可最大程度地避免浪費的產生。可以說,連續流是效率最高的生產方式,需要努力實現。
在實現連續流的過程中,由于各種異常問題的發生、以及工序間生產節拍的差異,經常會需要在工序之間設置一定量的庫存來保證后道工序的物料供應。這時就帶來了一個問題:如何在工序之間建立庫存,既可以保證工序不斷料,又能避免備了太多的庫存而產生巨大的浪費?
對于這個問題的答案,很多精益和IE人員的第一反應就是:建立工序間的庫存超市,配合使用看板叫料的方式,實現后工序拉動。這確實是一個常用的辦法,但卻不是最優的方法。這里給大家介紹另一種方法:FIFO緩存。相對于超市拉動的方式,FIFO緩存可以在不需要庫存超市和看板的情況下,將在制品數量控制在最低水平。

本文將重點講解FIFO緩存在生產過程中的運用,以幫助讀者了解FIFO緩存的意義以及掌握如何運用FIFO緩存。

FIFO的定義
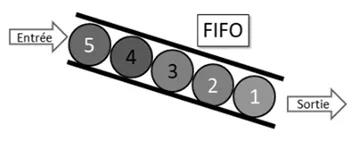
FIFO 是先進先出( First In, First Out )的縮寫,先進先出(FIFO)是一種維持生產和運輸順序的實踐方法。即先進入加工制程或是存放地點的零件或產品,也是先被加工完畢或是被取出的零件或產品,這保證了庫存的物料不會放置太久,從而減少對庫存物料的質量風險。

制程間FIFO緩存的特點
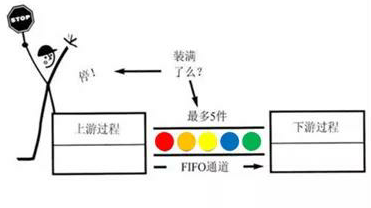
生產過程中,通常在制程與制程之間、工站與工站之間設置FIFO緩存。FIFO緩存在表現形式上,可以是設計好的貨架,可以是管型通道,也可以是凹槽等其他的形式,這些設置被用于放置前道制程生產好的半成品。這些被設計好的存放形式,可以防止前道制程生產過量,因為當貨架、管型通道或凹槽等上面的產品存放滿后,將沒有位置再存放更多的產品,因此前道制程必須停止作業,當下道制程消耗了產品后,有了位置存放產品,上道制程才能繼續生產。
由于貨架、管型通道或凹槽,其長度、高度或容量都是設計好的,即可以定容和定量;另外,FIFO緩存保證了后道制程的連續生產,促進了連續流的形成,后道制程一直處于產品的流動狀態;除此之外,FIFO的特性也非常有利于產品質量的跟蹤等等。

FIFO緩存產品數量的計算
當前后制程之間不平衡時,或者不連接時,可以采用FIFO緩存。而充當FIFO緩存的貨架、管型通道或凹槽,既然能夠起到最大限度降低半成品數量的作用,那么FIFO緩存的產品數量就需要有對應的計算方式,以確定最大數量,從而建立標準,以免FIFO功能失效。
有了確定的標準,這樣才能設計合理的FIFO緩存裝置,也才能控制好最大庫存,同時又能滿足連續生產。那么最大庫存量如何計算呢?

影響FIFO計算的因素很多,為了便于大家的初步理解,本文中我們用一個最簡單的例子來講解FIFO庫存量的計算。如果我們僅考慮制程間的工時(CT)的差異,而不考慮換型、質量異常、運輸時間等因素,那么FIFO緩存裝置的最大庫存量的計算方式為:

其中:“Q”是指單循環周期內的生產量;“制程重合工作時間”是指兩制程同時工作的時間長。為了幫助讀者理解,將通過以下案例進行說明。
案例:
某企業車間,每班可以利用的有效工作時間為8小時,生產制程有前后兩道制程,分別為制程A和制程B,其中前道制程A生產每件產品的時間為1小時,制程B生產每件產品的時間為0.5小時,客戶每日需求為16件。那么A、B制程間的FIFO最大庫存量是多少?
根據描述,我們可知:
- Q(單循環周期內的生產量)=16件
- 制程A的CT1= 1小時
- 制程B的CT2=0.5小時
很明顯,CT1>CT2,因此Max(CT1,CT2)=CT1=1小時。而公式中的參數“制程重合工作時間”未知,因此FIFO最大庫存數將取決于企業自身的工作時間安排。在滿足客戶需求并保證制程A與制程B之間形成連續流的情況下,如果企業的班次安排為制程A開兩班,而制程B開一班。那么,制程A和制程B的班次時間安排將影響庫存量:
- 如果制程A為早班和中班,而制程B為早班,則:制程A和制程B在早班為重合工作時間,即8小時。則FIFO通道合理的最大庫存數=(16*1-8)/1=8件;
- 如果制程A為早班和中班,而制程B為夜班,則:制程A和制程B無重合工作時間,即0小時。則FIFO通道合理的最大庫存數=(16*1-0)/1=16件;
- 如果A制程為早班和中班,而B制程只知道會安排8小時時間工作,具體時間段未知,則:FIFO通道合理的最大庫存數量會介于8與16之間;
由于不同企業的工作時間安排會因產品的價值、空間、人員等因素而存在差異,具體FIFO通道合理的最大庫存數就需要企業根據自身特點,具體問題具體分析。需要注意的是在工作時間安排過程中,如果出現上述第一種情形,即制程B工作時間完全與制程A重合,那么部分企業可能會選擇在FIFO通道內增加制程A的一個CT內的產品數量,即8+1=9件,這樣可防止在最后一小時出現制程B無半成品可用的狀態。

另外,當建立了該FIFO緩存的標準之后,為了更好的管理和監控FIFO緩存庫存裝置,也可以通過建立可視化的控制方法,將產品位置,產品最大量和作業標準進行展示和監控,一目了然,達到先進先出,連續流動的目的。
所以,既要工序不斷料,又要在制庫存低?對于這個問題,你有答案了嗎?
版權聲明:本文為優制咨詢精益生產咨詢師趙佳先生原創文章,轉載請注明出處。








