
快速換模(Single Minute Exchange of Die,簡寫為SMED)是一種快速和有效的切換方法,快速換模法這一概念指出,所有的換型都能夠并且應該少于10分鐘(即從上款產品最后一件合格品下線,到本款產品首件合格品下線的時間間隔小于10分鐘)。在多樣化的市場需求下,生產型企業必須依靠換模(換型)生產來滿足市場需求,為有效降低換模(換型)造成的損失,必須追求單次換模時間最短化,快速換模的理念應運而生。

快速換模五步法
一:區分內部作業與外部作業
內部作業:
是指換模(換型)過程中必須停止生產才能開展的作業。如:在更換沖壓生產模具的過程中,拆卸磨具、安裝模具、調整沖壓高度等必須停止生產才能開展的作業稱作內部作業,其作業時間稱作內部作業時間。
外部作業:
是指換模(換型)過程中無需停止生產就能開展的作業。如:在更換沖壓生產模具的過程中,檢查即將生產模具(以下稱為新模)的完好性、清潔新模、將新模運至對應沖壓機、準備換模工具等無需停止生產就能開展的作業稱作外部作業,其作業時間稱作外部作業時間。
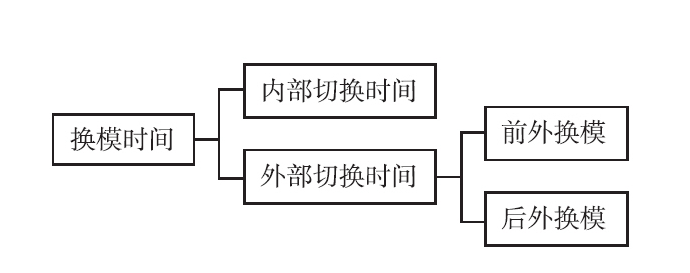
二:盡量將內部時間轉換為外部時間,縮短停機換模時間
將內部作業轉化為外部作業,需要深入分析內部作業的特性,研究轉化方法并落實執行,本步驟需要根據具體情況研究具體的方案,以下舉例說明:
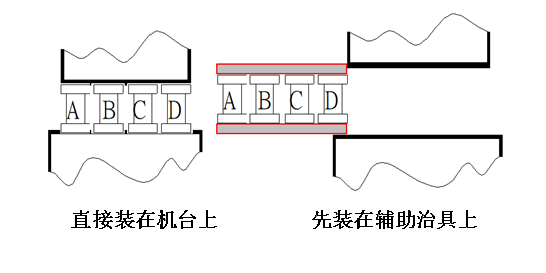
例:
某模具有“A、B、C、D”四個組成部分,換模時需要逐個裝入設備;某改善小組應用輔助治具,在換模前將“A、B、C、D”四個部分先裝入輔助治具,換模時直接裝入設備,成功實現內部作業向外部作業轉化;示意圖如下:

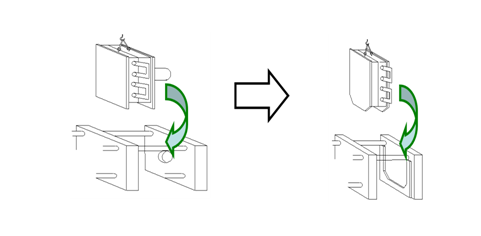
三:提高內部換模效率,進一步縮短停機時間
1、應用專業工具,降低作業難度。如:應用自動加緊裝置取代螺絲,降低固定模具的難度與時間;應用導角(如下圖),降低定位難度,縮短調整定位所需時間……
2、應用并行工程,分組協同作業:顧名思義就是多組換模人員依據做好的分工,同時開展換模工作,以縮短換模時間。在開展該項活動中需要考慮作業量和作業順序,避免造成不同組之間的干涉或等待的浪費。
3、縮短調整時間:首先分析是要調整什么,是調整位置還是調整尺寸。 然后分析調整的原因,是因為累積誤差還是標準不統一。 還要分析是否與安裝、調整的熟練程度有關。 通過分析,找到對策,改善調整動作和方法,爭取一次成功。

四:縮短外部作業時間
縮短了內部換模時間后,還應該盡量簡化外部換型的工作內容,縮短外部換型時間。主要改善方法如下:
1、工具和材料兩個方面:
a.按清單配套齊全
b.三定并目視化管理
c.觸手可及
2、準備換模標準流程并目視化管理,方便員工查看。
3、相關記錄表單準備齊全,按作業順序擺放,方便員工填寫。
4、簡化外部作業方法,應用新技術、新工具,降低作業難度,縮短作業時間。
五:換模流程標準化
改善后換模流程驗證可行后,按改善后換模流程編制標準化文件,在合適的區域推廣應用。
在開展快速換型改善中,區分內外部換型作業是一切改善的基礎;做好外部換型工作可有效避免內部換型過程中的尋找、等待等無效動作;在內外部換型轉換改善中可應用“5W2H”結合“ECRS”原則尋找適合的改善方法。換型是當今企業必須開展的工作,頻繁的換型可有效降低制造過多的浪費和庫存的浪費,同時可快速響應市場需求;開展快速換型改善,可有效降低換型損失,是頻繁換型的必要前提。
版權聲明:本文為優制咨詢精益生產咨詢師原創文章,轉載請注明出處。








